Elektrodên weldingê yên ku ji fabrîqeyê derdikevin di germahiya bilind de hatine zuwakirin û bi maddeya ku şil-îspatkirî ve hatî pakij kirin, ku bi gelemperî rê li ber kişandina şilbûnê digire.Lêbelê, di dema hilanîna dirêj-dirêj a elektrodê de, kişandina şilbûna pêlava elektrodê neçar e.Dema ku elektrodek pir şil ji bo weldingê bikar bînin, ew ê bandorê li performansa pêvajoya welding û taybetmendiyên mekanîkî yên metala weldê bike.
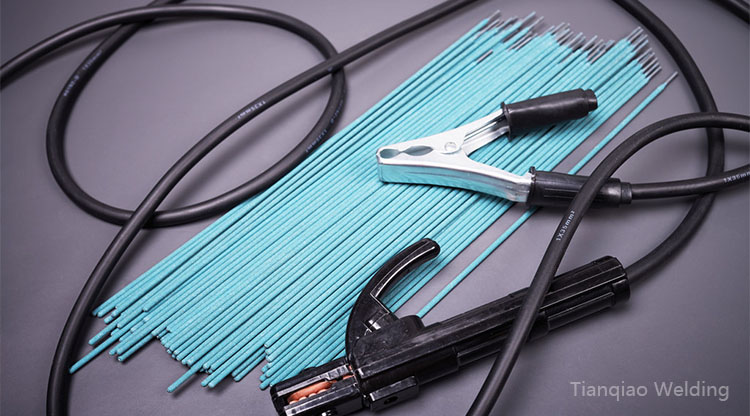
Pêdivî ye ku elektrod berî karanîna li gorî rêwerzan ji nû ve were zuwa kirin û di cih de were pijandin û bikar anîn.Remahiya ku di cil û bergên elektrodê de tê kişandin dikare bi ji nû ve zuwakirinê were rakirin.Bi gelemperî, zuwabûn divê ji 3 carî derbas nebe, da ku ji xirabûn û şikestina pêlê dûr nekevin, ku dê bandorê li kalîteya welding bike.
1. Berî ku elektrod were bikar anîn, heke di navnîşa elektrodê de rêziknameyek taybetî tune, divê bi gelemperî were pijandin.Germahiya zuwakirina herî zêde ya elektrodên asîdê (E6010, E6011, E6013, J422) divê ji 250°C derbas nebe, wekî din maddeya organîk a di dermanê de xera bibe, bi vî rengî bandora parastina gazê qels bibe.Elektrodên alkalîn ên hişkkirî yên kêm hîdrojen (E7018, E7016) divê ji bo karanîna tavilê di înkubatorek 100~150 °C de were danîn û di dema karanîna de hişk were girtin.Ger di taybetmendiya elektrodê de şertên taybetî hebin, divê ew li gorî rêwerzan were hişk kirin.

2. Bi gelemperî, elektrodên kêm-hîdrojen (E7018, E7016) Ger ji 4 saetan zêdetir li germahiya odeyê bin divê ji nû ve werin zuwa kirin.Pêdivî ye ku demên zuwakirinê yên dubare ji 3 carî derbas nebe, da ku ji guheztin û şikestina pêlê dûr nekevin, ku dê bandorê li kalîteya welding bike.

3. Dema ku elektrod zuwa bikin, divê elektrod ne bi çîçek an kulman werin danîn, divê di qatan de bêne danîn.Pêdivî ye ku di her qatek de çikandina elektrodê ne pir stûr be, bi gelemperî 1-3 qat be.Dema ku elektrod zuwa dibe xwe ji germkirina nehevseng û rijandina şilbûnê dûr bixin.Qedexe ye ku ji nişka ve elektrodê têxin hundurê firna germahiya bilind an jî ji bo sarbûnê ji firna germahiya bilind derxînin, ji bo ku pêşî li şikestin û pelçiqandina pêlê ku ji ber sarbûn û germbûna bilez a elektrodê çêdibe were girtin.
4. Dema ku elektrod zuwa dibe divê tomar bêne çêkirin, û tomar divê marqe, jimareya hevîrê, germahî û dem hebe.Di dema zuwakirina elektrodê de, personelên teknîkî yên berpirsiyar divê herî kêm 1 carî pêvajoya zuwakirinê kontrol bikin û qeyda operasyonê îmze bikin.
5. Dema ku di şevekê de li hewaya vekirî dixebitin, divê di qutiyek hişkkirina germahiya nizm de di germahiyek domdar de were girtin.Destûr nayê dayîn ku ew li hewaya vekirî were hilanîn, wekî din berî karanîna roja din dê ji nû ve were zuwa kirin.
elektrod,elektrod,welding,elektroda welding,elektrodên welding, çolê welding, çîpên welding, bihayê elektrodê welding, welding elektrodê, bihayê fabrîkeya welding, çolê welding, welding çîp, çîpên welding, çînên welding, elektrodê çîp, materyalên welding, welding xerckirin, Elektroda Çînê, Elektrodên welding Çîn, Elektroda welding pola karbonê, Elektrodên welding pola karbonê, fabrîkaya elektrodê welding, Elektroda welding ya fabrîkeya Çînî, Elektroda welding Çîn, Çîn welding, bihayê rodê welding, malzemeyên welding, malzemeyên weldingê yên mezin, welding supplies global , alavan welding arc, dabînkirina materyalê welding, welding arc, welding pola, elektrodê welding arc hêsan, elektrodê welding arc, elektrod welding arc, elektrodê welding vertîkal, bihayê elektrodên welding, elektrodê welding erzan, elektrodên welding asîdê, elektrodê alkaline welding Elektroda welding, elektrodên welding çîn, elektrodên kargehê, elektrodên welding bi mezinahiya piçûk, materyalên welding, materyalê welding, materyalê çolê welding, xwedan elektrodê welding, çolê weldingê nîkel, j38.12 e6013, çîpên welding e7018-1, elektrodên welding 6010,elektroda welding e6010,elektroda welding e7018,elektroda welding e6011,elektroda welding e7018,elektrodn welding 7018,elektrodn welding e7018, rodn welding 6013, elektrod welding 6013, elektrod welding 6060, ding elektrodê, 6011 hêlînên welding, 6011 elektrodên welding, 6013 rodên welding, 6013 welding elektrod, 6013 welding elektrod, 7016 welding rod, 7018 welding rod, 7018 welding electrode, 7017 rowelding elektrodê e7016, e6010 çolê welding, e6011 çolê welding, e6013 çolê welding, e6013 welding elektrodê, e6013 welding elektrodê, e7018 welding elektrodê, e7018 welding elektrodê 24 welding elektrod,J ,berfireh e6010,berfireh e6011, e6013, e7018, elektroda weldingê ya herî baş, Elektroda weldingê ya herî baş J421, elektroda weldingê ya pola zengarnegir, çolê welding pola zengarnegir, elektroda pola zengarnegir, elektroda weldingê ya SS, rodên welding e307, elektroda welding e312, elektroda welding e312, ,e316l 16 elektrodên welding,elektroda welding hesin,aws Eni-Ci,aws Enife-Ci, welding rûberî, welding rûbera hişk, welding hişk, welding, welding, vautid welding,bohlerm welding, welding, welding atlantîk, welding, toza fluksê, herikîna welding, toza welding, materyalê herikîna elektrodê welding, herikîna elektrodê ya welding, materyalê elektrodê welding, elektrodê tungsten, elektrodên tûngstenê, têl welding, welding argûn, mig welding, tig welding, arc gazê welding, welding kemera gazê, elektrîk welding in, welding kemera elektrîkê, daran welding arc, welding qemera karbonê, e6013 bikaranîna rodê welding, cureyên elektrodên welding, welding core, cureyên elektrodên di welding, dabînkirina welding, metal welding, metal welding, welding kemera metal, welding aluminium, welding aluminium bi mig, welding mig aluminium, welding boriyeke, cureyên welding, cureyên welding rod, hemû cureyên welding, cureyên rod welding, 6013 amperage rod welding, welding rod elektrod, elektrodê welding taybetmendî, senifandina elektroda welding, aluminum elektroda welding, pîvaza elektroda welding, welding pola nerm, welding pola zengarnegir, karanîna çîpên welding e6011, mezinahiyên çîpên welding, bihayê çîpên welding, mezinahiya elektrodên welding, aws e6013, aws e7018, aws er70 têl welding pola zengarnegir, têl welding mig pola zengarnegir, têl welding tig, rodê welding germahiya kêm, 6011 amperaj rod welding, 4043 rod welding, rod welding hesin, akademiya welding rojava, rodên welding sanrico, welding aluminium, welding rod, hilber, teknolojiya welding, kargeha welding
Dema şandinê: Feb-24-2022